في العديد من إعدادات التصنيع الحديثة، قالب التحضير المسبق يقع الإنتاج عند تقاطع مراقبة المواد وانضباط العملية. الفكرة وراء ذلك واضحة ومباشرة. تصل المواد في حالة معدة، ويتم تشكيلها داخل قالب، ثم يتم معالجتها إلى شكل نهائي. لكن الواقع يتضمن سلسلة من القرارات الصغيرة التي يمكن أن تؤثر على النتيجة بطرق خفية.
غالبًا ما تواجه المصانع التي تستخدم قوالب التقوية مجموعة مماثلة من التحديات. هذه التحديات لا تظهر دائما دفعة واحدة. بعضها يظهر أثناء مناولة المواد. ويظهر البعض الآخر لاحقًا، أثناء التشكيل أو المعالجة. كل مرحلة تحمل ضغطها الخاص. تستكشف الأقسام التالية المشكلات الأكثر شيوعًا وكيفية تشكيل أعمال الإنتاج اليومية.
لماذا يعتبر التعامل مع المواد حساسًا جدًا؟
تتطلب المواد المجهزة مسبقًا معالجة دقيقة منذ لحظة دخولها إلى المنشأة. فهي ليست متسامحة مثل المواد الخام القياسية. يمكن أن تتغير حالتهم إذا تعرضوا لبيئة خاطئة لفترة طويلة.
التخزين هو أحد الاهتمامات الأولى. ويجب حفظ المواد في ظروف مستقرة للمحافظة على خواصها. إذا تم تركهم لفترات طويلة، فقد يصبح العمل معهم أكثر صعوبة. يؤثر هذا على كيفية وضعهم داخل القالب وكيفية استجابتهم أثناء المعالجة.
من المهم أيضًا التعامل أثناء النقل داخل المصنع. يجب نقل اللفائف أو الصفائح دون تشويه. حتى التمدد أو الضغط الطفيف يمكن أن يؤثر على سلوك المادة لاحقًا.
غالبًا ما يعتمد العمال على التوقيت. يتم إخراج المواد وإعدادها واستخدامها ضمن نافذة يتم التحكم فيها. التأخير يمكن أن يؤدي إلى الهدر. التعامل المتسرع يمكن أن يؤدي إلى عيوب. ليس من السهل دائمًا الحفاظ على التوازن.
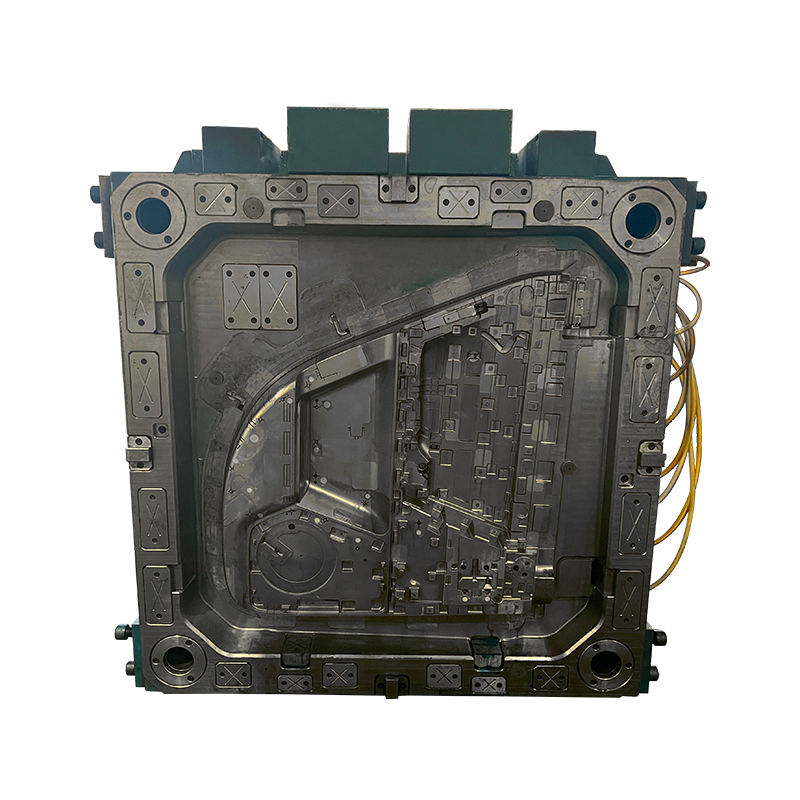
ما الذي يجعل تصميم القالب صعبا؟
يحدد القالب الشكل النهائي للمنتج. في مرحلة الإنتاج المسبق، يجب أن يدعم القالب كلاً من الشكل والعملية. إنه يحتاج إلى توجيه المادة إلى مكانها مع السماح بالمعالجة المناسبة.
تصميم مثل هذا القالب ليس بالأمر السهل دائمًا. يمكن للأشكال المعقدة إنشاء مناطق لا تتوضع فيها المادة بشكل متساوٍ. قد تتطلب الزوايا والمنحنيات والأقسام العميقة مزيدًا من الاهتمام. إذا لم تكن المادة متوافقة بشكل جيد، فقد يظهر السطح النهائي مخالفات.
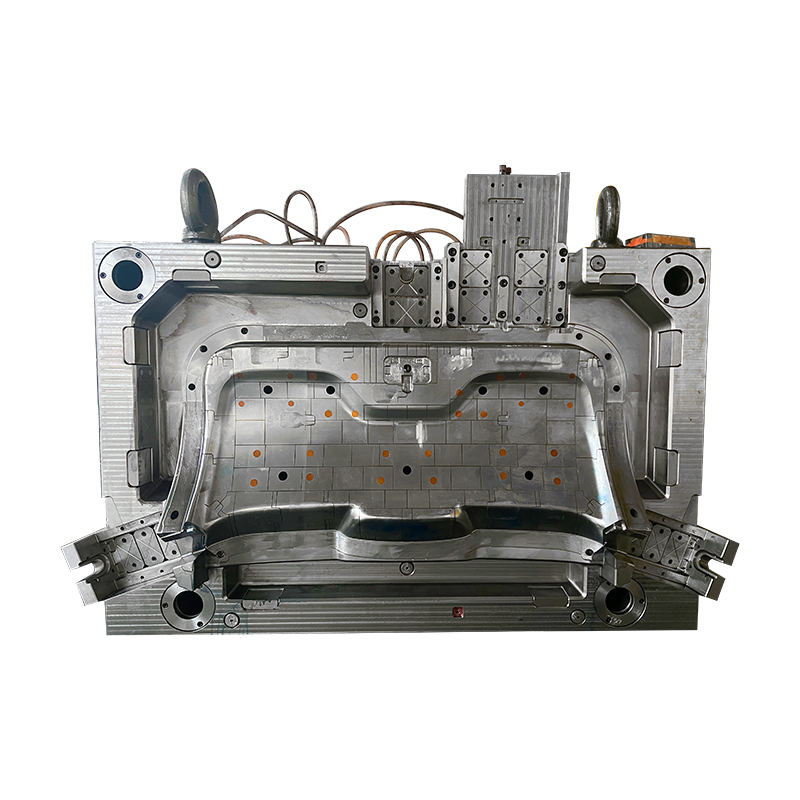
يجب أن يسمح القالب أيضًا بالتحرير السهل. بعد المعالجة، يجب أن ينفصل المنتج دون تلف. إذا لم يأخذ التصميم في الاعتبار هذه الخطوة، فقد تصبح عملية الإزالة صعبة.
جودة السطح عامل آخر. يساعد سطح القالب الأملس على خلق لمسة نهائية نظيفة. أي عيب في القالب يمكن أن ينتقل إلى المنتج.
غالبًا ما تقوم فرق التصميم بتعديل ميزات القالب من خلال التجارب المتكررة. يمكن أن تؤدي التغييرات الصغيرة إلى تحسين التدفق والملاءمة والتحرير، ولكنها تتطلب وقتًا وتنسيقًا.
كيف يؤثر اتساق رمية الكرة على النتائج؟
يشير رمية الكرة إلى كيفية وضع مادة التقوية المسبقة في القالب. قد تبدو هذه الخطوة بسيطة، ولكنها تتطلب الدقة والصبر. يجب وضع كل طبقة بعناية.
إذا تم محاذاة الطبقات بشكل غير صحيح، قد يضعف الهيكل. يمكن أن تؤدي الفجوات أو التداخلات إلى سمك غير متساوٍ. وهذا يؤثر على كل من المظهر والأداء.
يعد الاتساق عبر الوحدات المختلفة مصدر قلق آخر. عندما يشارك العديد من العمال، يمكن أن تحدث اختلافات طفيفة. وبمرور الوقت، قد تؤدي هذه الاختلافات إلى اختلافات ملحوظة في المخرجات.
يساعد التدريب على تقليل هذه المشكلة، لكنه لا يزيلها تمامًا. حتى العمال ذوي الخبرة قد يتعاملون مع المهمة مع وجود اختلافات بسيطة في التقنية.
تقدم بعض المصانع أدلة أو قوالب لدعم المحاذاة. ويعتمد البعض الآخر على التفتيش خلال مرحلة رمية الكرة. الهدف هو الحفاظ على ثبات العملية دون إبطائها كثيرًا.
لماذا يعد انحباس الهواء مشكلة مستمرة؟
يمكن للهواء المحبوس داخل المادة أن يخلق فراغات. قد لا تكون هذه الفراغات مرئية دائمًا على السطح، ولكنها يمكن أن تؤثر على البنية الداخلية. يعد منع انحباس الهواء هو التركيز المستمر أثناء إنتاج القالب.
يمكن أن يدخل الهواء أثناء رمية الكرة. وقد يبقى أيضًا إذا لم تستقر المادة بشكل متساوٍ. وتتطلب إزالته ضغطًا وتحكمًا دقيقين أثناء مراحل التشكيل والمعالجة.
التحدي يكمن في التوازن. قد يؤدي الضغط المنخفض جدًا إلى ترك الهواء بالداخل. يمكن أن يؤدي الضغط الزائد إلى تحريك المادة أو التسبب في تشويهها.
غالبًا ما يراقب العمال هذه المرحلة عن كثب. يبحثون عن علامات الهواء المحبوس ويضبطون العملية عند الحاجة. ومع ذلك، فإن الإزالة الكاملة أمر صعب، خاصة في الأشكال المعقدة.
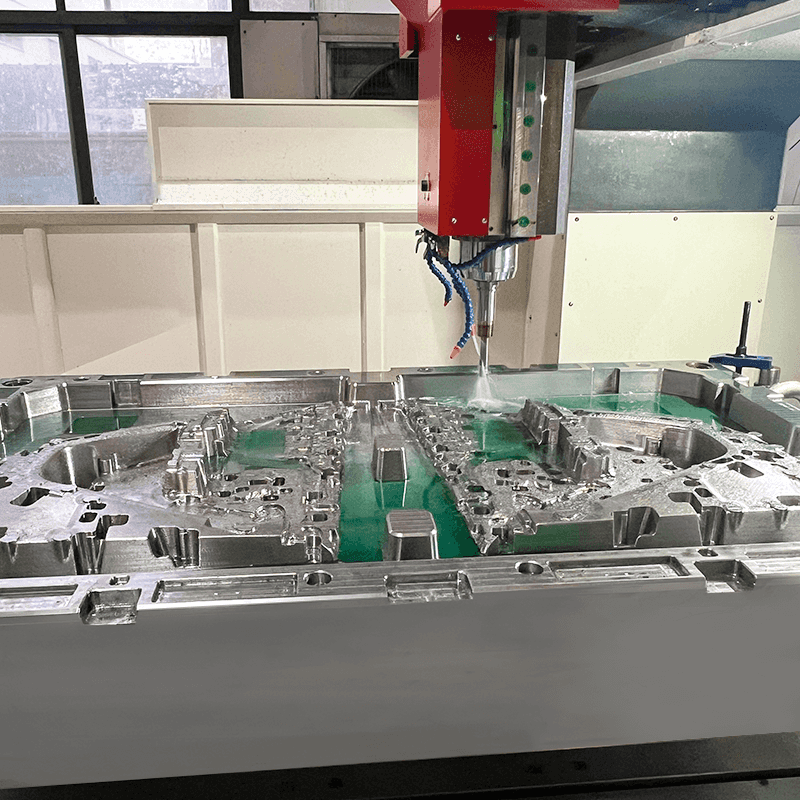
ما هي التحديات التي تنشأ أثناء مرحلة المعالجة؟
المعالجة هي المرحلة التي تصلب فيها المادة إلى شكلها النهائي. أنها تنطوي على التحكم في الحرارة والوقت. هذه المرحلة تتطلب الاتساق. أي اختلاف يمكن أن يؤثر على النتيجة النهائية.
توزيع درجة الحرارة هو أحد المخاوف. إذا لم يتم تطبيق الحرارة بالتساوي، فقد يتم علاج بعض المناطق بشكل مختلف عن غيرها. وهذا يمكن أن يؤدي إلى أسطح غير مستوية أو الإجهاد الداخلي.
التوقيت يلعب أيضا دورا. يجب أن تظل المادة تحت ظروف خاضعة للرقابة لفترة محددة. إذا تمت مقاطعة العملية أو تقصيرها، فقد لا يصل المنتج إلى حالته المقصودة.
وتدعم أجهزة الرصد هذه المرحلة، لكنها لا تحل محل الاهتمام. غالبًا ما يتتبع المشغلون الظروف طوال العملية. قد تكون هناك حاجة إلى تعديلات صغيرة للحفاظ على الاستقرار.
المعالجة ليست مرحلة تسمح بالتصحيح السريع. وبمجرد بدء العملية، تصبح خيارات التغيير محدودة. وهذا يزيد من الضغط لضمان إكمال الخطوات السابقة بشكل صحيح.
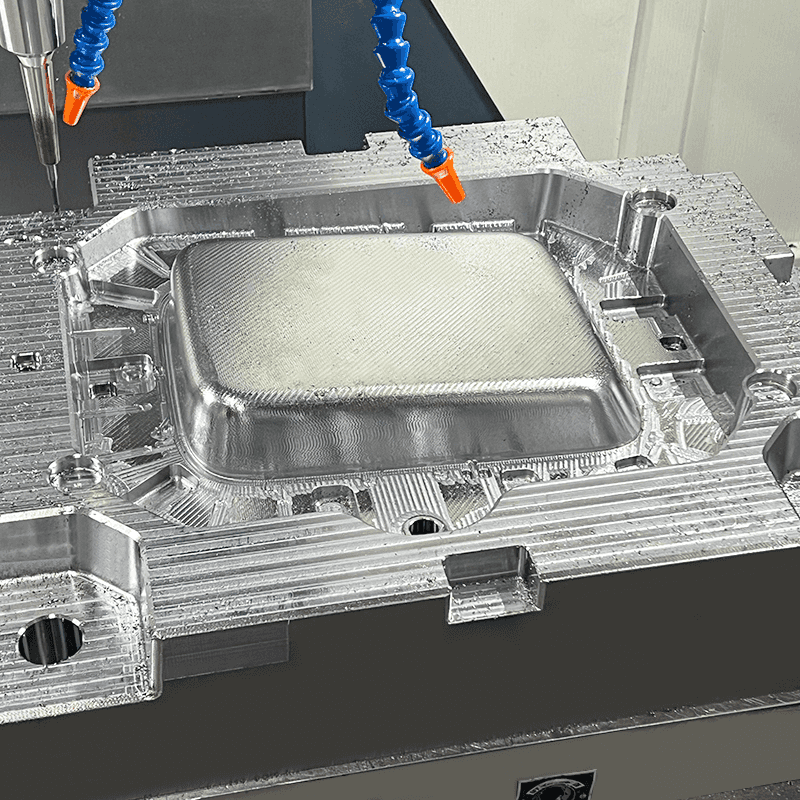
كيف تتطور العيوب السطحية؟
غالبًا ما تعكس جودة السطح عملية الإنتاج بأكملها. يمكن أن تظهر العيوب لأسباب عديدة. قد تأتي من معالجة المواد، أو حالة العفن، أو اختلافات المعالجة.
تشمل المشكلات الشائعة عدم تناسق الملمس أو العلامات أو التشوهات الطفيفة. هذه قد لا تؤثر على الوظيفة ولكن يمكن أن تؤثر على المظهر.
يلعب سطح القالب دورًا رئيسيًا. إذا لم يكن نظيفًا أو سلسًا، فيمكن أن تنتقل العيوب إلى المنتج. الصيانة الدورية تساعد على تقليل هذه المخاطر.
الظروف البيئية مهمة أيضا. يمكن أن يستقر الغبار أو الجزيئات الصغيرة على المادة قبل المعالجة. بمجرد الشفاء، تصبح هذه جزءًا من السطح.
يساعد الفحص على تحديد هذه المشكلات مبكرًا. يمكن تصحيح بعض العيوب. ويتطلب البعض الآخر وضع المنتج جانبًا. وهذا يزيد من ضغط الإنتاج.
لماذا يصعب الحفاظ على التحكم في العمليات؟
يتضمن إنتاج قالب التقوية المسبقة عدة خطوات، ترتبط كل منها بالأخرى. الحفاظ على السيطرة على العملية برمتها ليس بالأمر السهل. تغيير بسيط في مرحلة واحدة يمكن أن يؤثر على النتيجة في وقت لاحق.
يجب على المشغلين تتبع عوامل متعددة في وقت واحد. حالة المواد، وجودة رمية الكرة، وحالة العفن، وظروف المعالجة كلها تتفاعل. والحفاظ على توافقها يتطلب التنسيق.
التقلب هو جزء من العمل اليومي. وحتى عندما تكون الإجراءات واضحة، فقد تتغير الظروف. يمكن أن تؤثر درجة الحرارة في مساحة العمل، أو سرعة التعامل، أو الاختلافات الطفيفة في المواد على النتائج.
ولإدارة هذا الأمر، تعتمد المصانع غالبًا على الإجراءات القياسية. هذه توفر نقطة مرجعية. ومع ذلك، فإن الظروف الحقيقية قد تتطلب تعديلات.
التواصل بين الفرق مهم. يجب على مجموعات التصميم والإنتاج والتفتيش مشاركة المعلومات. عندما تنشأ مشكلات، تساعد التعليقات السريعة في الحد من انتشارها.
ما هو الدور الذي يلعبه التفتيش في مواجهة التحديات؟
التفتيش بمثابة نقطة تفتيش طوال العملية. فهو لا يزيل التحديات، ولكنه يساعد على اكتشافها مبكرا.
الشيكات البصرية شائعة. يبحث العمال عن علامات عدم المحاذاة أو العلامات السطحية أو الأشكال غير المنتظمة. هذه الشيكات بسيطة ولكنها فعالة.
يمكن أيضًا استخدام الفحوصات المادية. وتشمل هذه الضغط الخفيف أو المناولة لتأكيد الاستقرار. الهدف هو التأكد من أن المنتج يلبي الشكل والمظهر المتوقعين.
التفتيش لا يحدث إلا في النهاية. يظهر في عدة نقاط. بعد الرمي، بعد المعالجة، وقبل الانتهاء. توفر كل مرحلة فرصة للتعرف على المشكلات قبل المضي قدمًا.
ردود الفعل من التفتيش ترجع إلى العملية. إذا ظهر نمط، يمكن إجراء التعديلات. تساعد هذه الحلقة على تحسين الاتساق بمرور الوقت.
كيف تتفاعل هذه التحديات عبر العملية؟
نادراً ما تكون التحديات في إنتاج العفن قائمة بذاتها. إنهم يتواصلون بطرق ليست واضحة دائمًا. قد تؤدي مشكلة صغيرة في التعامل مع المواد إلى حدوث مشكلات أثناء وضع الكرة. قد يؤثر الاختلاف الطفيف في رمية الكرة على المعالجة. قد يعكس السطح النهائي كل هذه الخطوات.
يمكن النظر إلى العملية على أنها سلسلة. كل رابط يدعم الرابط التالي إذا ضعفت إحدى الروابط، يمكن أن ينتقل التأثير إلى الأمام.
وفيما يلي عرض مبسط لكيفية توافق التحديات مع مراحل الإنتاج:
| مرحلة الإنتاج | التحدي المشترك | التأثير المحتمل |
|---|---|---|
| التعامل مع المواد | التعرض البيئي | انخفاض قابلية التشغيل |
| تصميم القالب | هندسة معقدة | ملاءمة المواد سيئة |
| Layup | اختلال | هيكل غير متساو |
| تشكيل | انحباس الهواء | الفراغات الداخلية |
| علاج | ظروف متفاوتة | القضايا السطحية أو الهيكلية |
| التشطيب | العيوب السطحية | مخاوف المظهر |
| التفتيش | حدود الكشف | التأخر في تحديد المشكلات |
ويبين هذا الجدول تدفق النفوذ. كما يسلط الضوء أيضًا على كيف يمكن للتحكم المبكر أن يقلل من المشكلات اللاحقة.
كيف تستجيب المصانع للضغوط المستمرة؟
ولا تتعامل المصانع مع هذه التحديات باعتبارها مشكلات معزولة. هم جزء من العملية اليومية. تقوم الفرق بتطوير إجراءات روتينية لإدارتها. تتطور هذه الإجراءات الروتينية مع مرور الوقت.
التدريب يدعم التعامل المتسق. الصيانة تحافظ على القوالب في حالة صالحة للاستخدام. تساعد المراقبة على تتبع ظروف المعالجة. التفتيش يوفر ردود الفعل.
التعديلات غالبا ما تكون صغيرة. تغيير في التوقيت. تحول طفيف في التنسيب. نظرة فاحصة على السطح. تعمل هذه الإجراءات الصغيرة على بناء الاستقرار عبر العملية.
ولا يوجد حل واحد يزيل كل التحديات. تظل العملية ديناميكية. يستجيب للمواد والبيئة والمدخلات البشرية.
داخل خط إنتاج قوالب التقوية، يتحرك العمل للأمام خطوة بخطوة. وكل مرحلة تحمل متطلباتها الخاصة. يترك كل قرار أثرًا على المنتج النهائي.