قالب الصندوق يلعب دورًا عمليًا في إنتاج مكونات نمط العلبة المستخدمة في التطبيقات الكهربائية والسيارات والصناعية. غالبًا ما تتطلب هذه الأجزاء أبعادًا ثابتة وسماكة جدار موحدة وجودة سطح موثوقة. من وجهة نظر المصنع، فإن القالب الصندوقي ليس مجرد شكل تجويف ولكنه نظام يجمع بين سلوك المواد والتسخين والضغط وبنية القالب.
تستكشف هذه المقالة كيفية تطوير حلول Box Mould، وما هي التحديات التي تظهر بشكل شائع أثناء الإنتاج، وكيف تتعامل الشركة المصنعة لـ Box Mould مع اختيار المواد والتحكم في العملية باستخدام تقنيات SMC وBMC.
ما الذي يجعل قالب الصندوق مختلفًا عن القوالب العامة؟
تقدم المكونات على شكل صندوق تحديات صب فريدة من نوعها. تؤثر الزوايا الحادة والتجاويف العميقة والهياكل المغلقة على كيفية تدفق المواد وعلاجها. يجب أن تتعامل تصميمات Box Mould مع هذه العوامل مع الحفاظ على سلامة الأجزاء.
على عكس الأجزاء المسطحة أو المفتوحة، تحتاج الهياكل الصندوقية إلى تهوية دقيقة للسماح للهواء المحبوس بالخروج أثناء الضغط أو الحقن. موضع البوابة مهم أيضًا، حيث أن التدفق غير المتساوي يمكن أن يسبب اختلافًا في السُمك أو علامات على السطح. أ قالب الصندوق Manufacturer تأخذ هذه التفاصيل بعين الاعتبار في وقت مبكر من تصميم القالب لدعم الإنتاج المستقر.
مواد SMC وBMC المستخدمة في تطبيقات قوالب الصناديق
غالبًا ما يعتمد إنتاج قوالب الصناديق على مواد SMC أو BMC، اعتمادًا على حجم الجزء وتعقيد التصميم.
يتم توفير مواد SMC على شكل صفائح، مما يسمح بوضعها المتحكم داخل تجويف القالب. وهذا يدعم الأجزاء الأكبر حجمًا على شكل صندوق مثل العبوات الكهربائية والمبيتات الهيكلية. توفر مواد BMC، المتوفرة بكميات كبيرة، قابلية تدفق أفضل ومناسبة للصناديق الصغيرة ذات الميزات التفصيلية.
يؤثر الاختيار بين SMC وBMC على بنية القالب، وتخطيط التهوية، ومتطلبات التسخين. تقوم الشركة المصنعة لقالب الصندوق بتقييم سلوك المواد أثناء الضغط أو الحقن لمطابقة هندسة الأجزاء.
اعتبارات تصميم قالب الصندوق لتحقيق الاستقرار الهيكلي
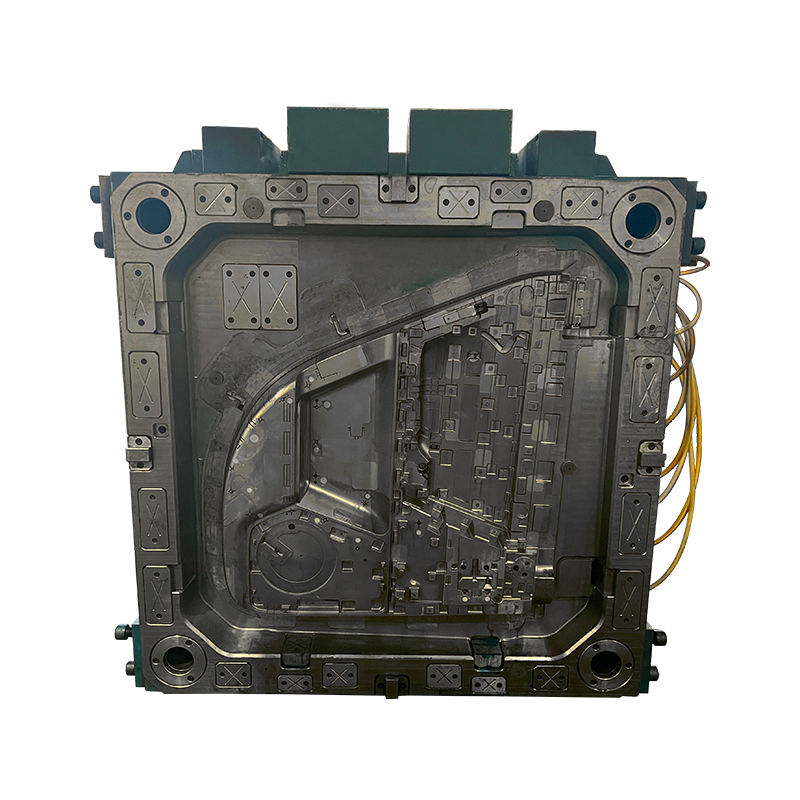
يعد الاستقرار الهيكلي هو الاهتمام الرئيسي للمكونات ذات الشكل الصندوقي. يساعد اتساق سمك الجدار في الحفاظ على دقة الأبعاد أثناء المعالجة والتبريد. يمكن إضافة أضلاع التسليح إلى الأسطح الداخلية لدعم متطلبات الحمل دون الاستخدام المفرط للمواد.
تم تصميم نصف قطر الزاوية بعناية لتحسين تدفق المواد وتقليل تركيز الضغط. يتم الانتهاء من أسطح تجويف القالب الصندوقي بناءً على متطلبات المظهر، سواء كانت ناعمة أو مزخرفة.
تعمل الشركة المصنعة لقالب الصندوق على الموازنة بين تعقيد التجويف وقابلية التصنيع للحفاظ على ثبات دورات الإنتاج.
التحكم في التسخين والضغط في معالجة قوالب الصناديق
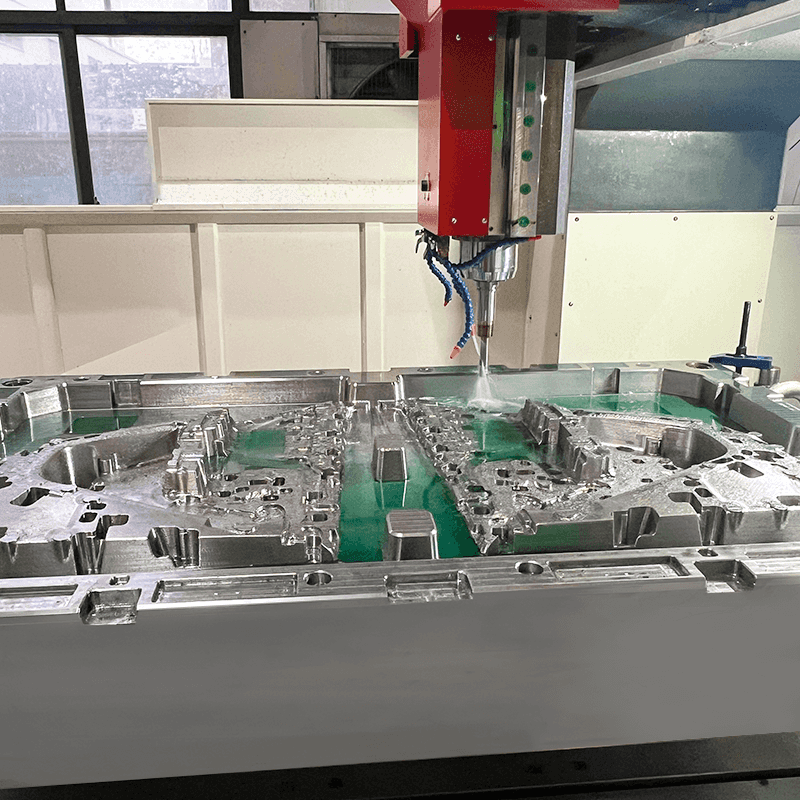
يؤثر التحكم في درجة الحرارة بشكل مباشر على سلوك المعالجة في إنتاج قالب الصندوق. يمكن أن يؤدي التسخين غير المتساوي إلى معالجة غير كاملة أو تغير في السطح، خاصة في التجاويف العميقة.
يتم ترتيب قنوات التسخين للحفاظ على درجة حرارة العفن ثابتة. أثناء صب الضغط، يؤثر توقيت تطبيق الضغط على كيفية انتشار المادة داخل التجويف. يسمح تراكم الضغط التدريجي للألياف والراتنج بالتوزيع بالتساوي.

تقوم الشركة المصنعة لقالب الصندوق بمراقبة هذه المعلمات أثناء التشغيل التجريبي لضبط الإعدادات قبل الإنتاج الكامل.
تدفق عملية إنتاج قوالب الصناديق SMC
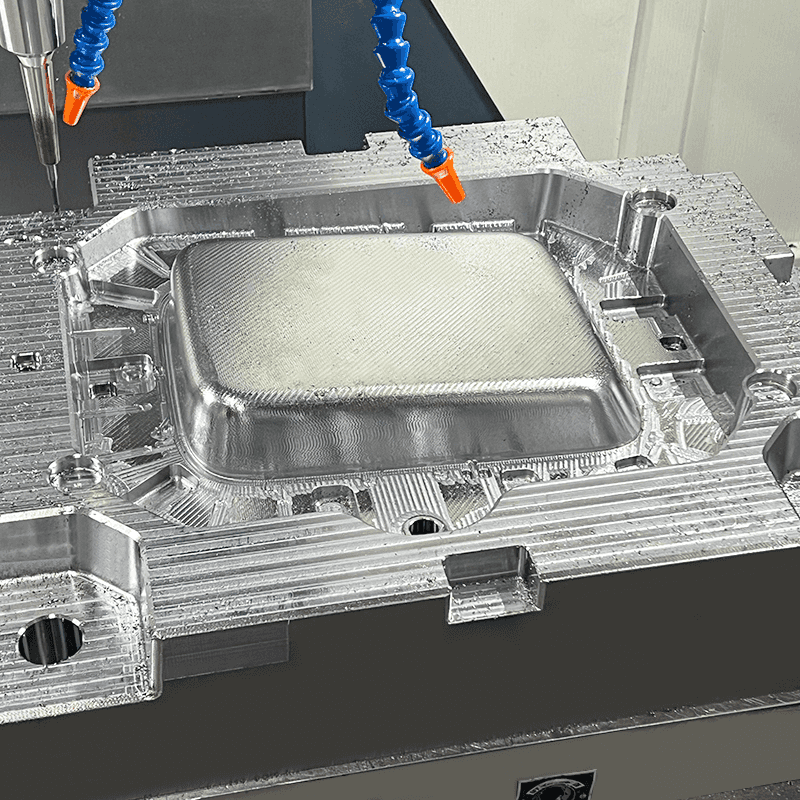
تبدأ عملية قالب الصندوق باستخدام SMC بقطع الألواح لتتناسب مع حجم التجويف. يتم وضع هذه الأوراق بشكل استراتيجي لتعزيز التدفق المتوازن. بمجرد إغلاق القالب، يقوم الضغط والحرارة بتشكيل المادة.
تتم المعالجة تحت ظروف خاضعة للرقابة، يليها التبريد من خلال القنوات الداخلية. بعد القولبة، قد تخضع الأجزاء للتشذيب أو الحفر لتلبية متطلبات الأبعاد. طوال هذه العملية، تساعد عمليات الفحص في التحقق من سمك الجدار وجودة السطح.
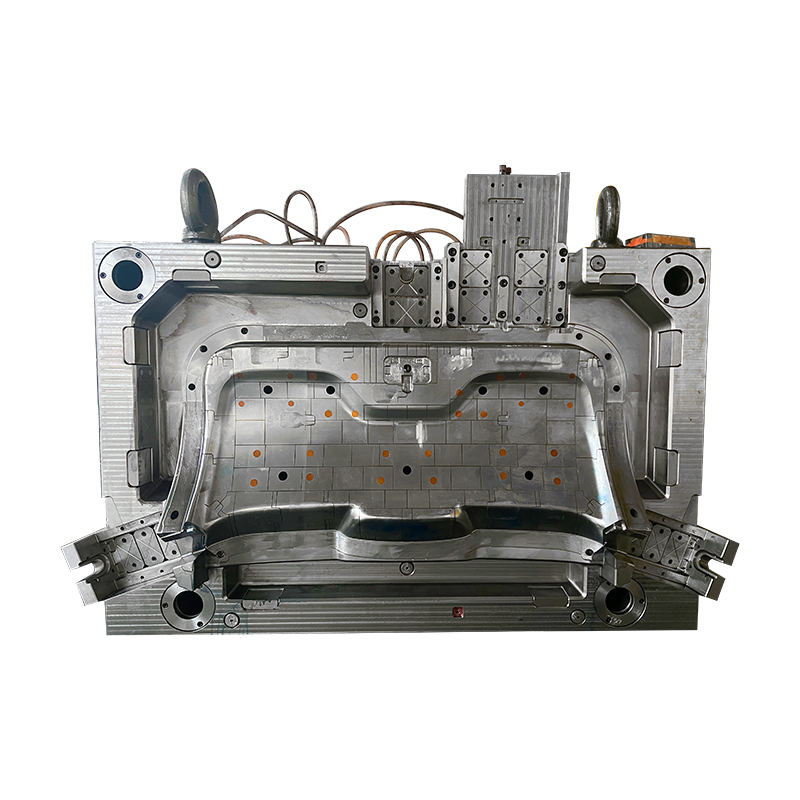
تُستخدم أنظمة Box Mould بشكل شائع في العلب الكهربائية وصناديق التوصيل وأغطية المعدات والمرفقات الهيكلية. تتطلب هذه الأجزاء أبعادًا ثابتة لتناسب المكونات الداخلية وعناصر الختم.
غالبًا ما يتم اختيار مكونات صندوق SMC للحاويات الأكبر حجمًا، بينما يدعم BMC المساكن الأصغر حجمًا بتفاصيل أدق. تعمل الشركة المصنعة لقالب الصندوق على مواءمة تصميم القالب مع متطلبات التطبيق بدلاً من استخدام مفهوم قالب واحد عبر أجزاء مختلفة.