قالب التحضير المسبق يستخدم بشكل شائع في المشاريع التي تتطلب بنية خاضعة للرقابة وسلوك مادي يمكن التنبؤ به. تجمع الألياف المشربة مسبقًا بين التعزيز والراتنج قبل التشكيل، مما يغير سلوك المادة داخل القالب. بدلاً من الاعتماد على تدفق الراتنج أثناء القولبة، تحتوي المادة بالفعل على محتوى راتينج متوازن عند دخولها إلى التجويف.
يدعم هذا الأسلوب الأجزاء التي تحتاج إلى وزن أقل مع أداء ميكانيكي مستقر. في قطاعات مثل مكونات الطيران والأجزاء الهيكلية للسيارات، غالبًا ما يحتاج تقليل الوزن إلى الموازنة مع الصلابة والتكرار. يدعم قالب التقوية المسبق هذا التوازن عن طريق توجيه الألياف إلى مكانها بينما تعمل الحرارة والضغط على تنشيط عملية المعالجة.
سبب آخر لاختيار نهج الأدوات هذا هو التحكم في الأبعاد. نظرًا لأن محتوى الراتينج متسق عبر المادة، فمن الأسهل إدارة تباين الانكماش أثناء التشكيل. وهذا يدعم التفاوتات الأكثر صرامة دون تعديل متكرر أثناء الإنتاج.

كيف يتعامل قالب التقوية المسبقة مع متطلبات السطح والهندسة
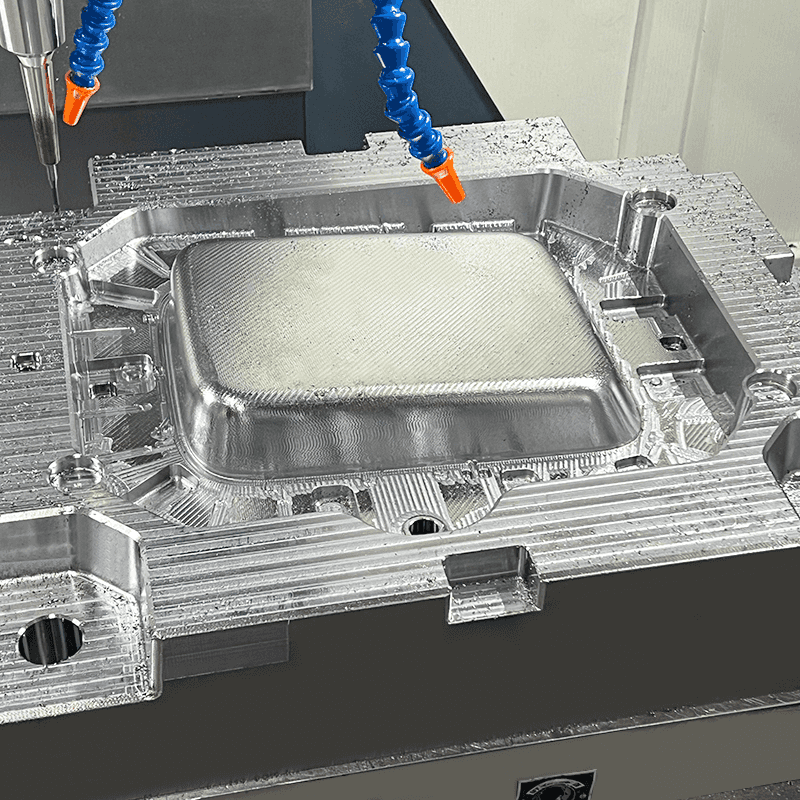
يعد المظهر السطحي موضوعًا متكررًا في الإنتاج المركب. تم تصميم مواد التقوية المسبقة لتتبع أسطح القالب عن كثب أثناء عملية الصب والمعالجة. يسمح هذا لقالب التقوية المسبقة بنقل تفاصيل التجويف مباشرة إلى سطح الجزء، مما يدعم التشطيبات الناعمة التي تقلل من عمليات المتابعة.
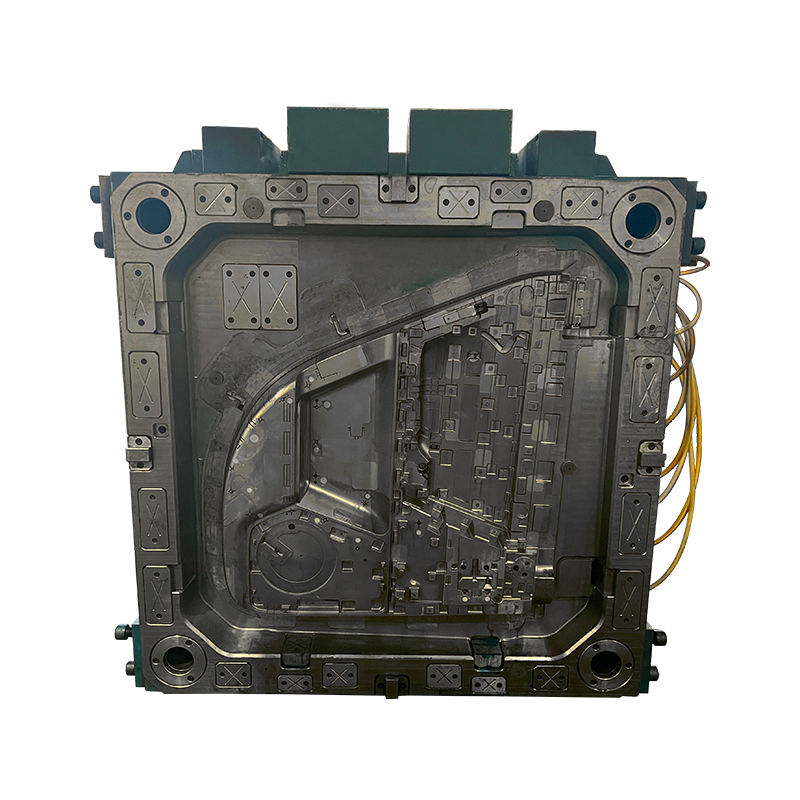
تعد المرونة الهندسية مجالًا آخر تبرز فيه طريقة الأدوات هذه. يمكن قطع الألياف وطبقاتها وتوجيهها لتتناسب مع محيط الجزء قبل بدء المعالجة. وهذا يجعل من السهل تشكيل الأضلاع والمنحنيات والانتقالات التي قد تكون صعبة مع العمليات المركبة الأخرى.
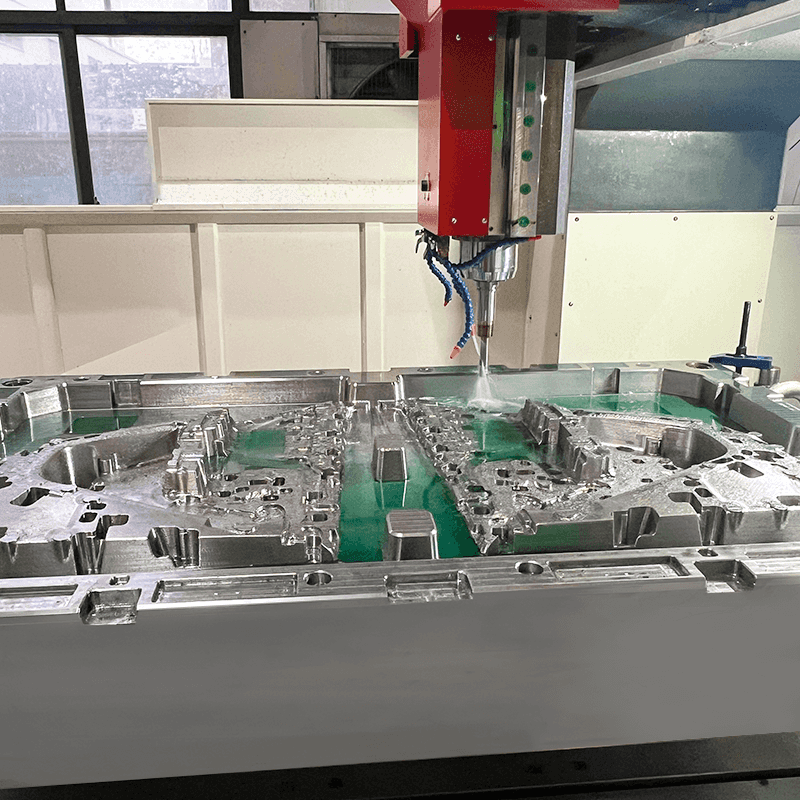
من وجهة نظر العملية، يلعب إعداد سطح القالب وتوازن درجة الحرارة دورًا رئيسيًا. يساعد التوزيع المتساوي للحرارة عبر القالب على تدفق الراتنج بالتساوي داخل طبقات الألياف. وهذا يقلل من التباين عبر مناطق مختلفة من نفس الجزء ويدعم النتائج المرئية والهيكلية المتسقة.
التحكم في المواد مقارنة بطرق حقن ABS
في المناقشات حول خيارات الأدوات، غالبًا ما تتم مقارنة Prepreg Mould بقوالب حقن ABS. في حين أن كلاهما يهدف إلى إنتاج قابل للتكرار، فإن سلوك المادة مختلف تمامًا. يعتمد ABS على تدفق البلاستيك المنصهر إلى التجاويف تحت الضغط، بينما يعتمد التقوية المسبقة على المعالجة الخاضعة للتحكم لطبقات الألياف الراتنجية.
يرتبط حقن ABS عادةً بسرعة إخراج أعلى ومرونة في اللون أو الملمس. تركز أدوات التقوية المسبقة بشكل أكبر على توجيه الألياف وتكديس الطبقات وإيقاع المعالجة. تؤثر هذه الاختلافات على خيارات تصميم القالب مثل التهوية وقنوات التسخين ومعالجة السطح النهائي.
بالنسبة للمشاريع التي يكون فيها الهيكل والصلابة أكثر أهمية من سرعة الدورة، غالبًا ما تصبح أدوات التقوية المسبقة جزءًا من تخطيط التصميم المبكر. إن فهم كيفية اختلاف هذه العمليات يساعد الفرق على مواءمة توقعات المنتج مع قدرة الأدوات.

كيف قالب التحضير المسبق Manufacturers دعم استقرار العملية
غالبًا ما يساهم مصنعو قوالب التقوية المسبقة في ما هو أبعد من تصنيع الأداة. يتضمن دعم المرحلة المبكرة عادةً مناقشات حول نوع الألياف ونظام الراتنج وتسلسل رمية الكرة. تؤثر هذه العوامل على كيفية تصرف المادة أثناء التشكيل وكيفية أداء الجزء النهائي.
أثناء التشغيل التجريبي، قد تقوم الشركات المصنعة بتعديل ملفات تعريف درجة الحرارة وإعدادات الضغط لتتناسب مع استجابة المواد الحقيقية. يساعد تسجيل بيانات العملية هذه في الحفاظ على الاتساق عبر دفعات الإنتاج اللاحقة. بمرور الوقت، تصبح هذه المعلومات جزءًا من مرجع الإنتاج بدلاً من إعداد لمرة واحدة.
التعاون في التصميم مهم أيضًا. يمكن لمصنعي قوالب التقوية المسبقة الذين يتمتعون بقدرات CAD وCAM ترجمة هندسة الأجزاء إلى ميزات الأدوات التي تدعم عملية التركيب والتشكيل السلسة. وهذا يقلل من الاحتكاك بين هدف التصميم والتنفيذ على أرض الواقع.
القيمة طويلة المدى لقالب التقوية الأولية في تخطيط الإنتاج
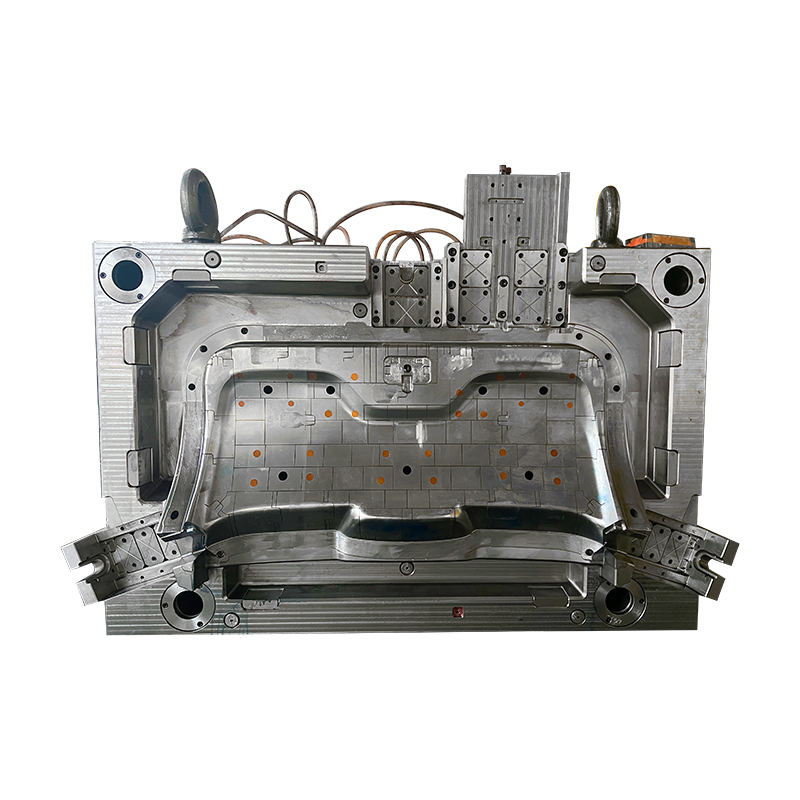
غالبًا ما يتم التعامل مع قالب التقوية المسبقة على أنه أصل إنتاج طويل الأجل بدلاً من كونه أداة مشروع قصيرة المدى. مع الصيانة المناسبة ومعلمات العملية الخاضعة للتحكم، يمكن للقالب نفسه أن يدعم عمليات التشغيل المتكررة بمخرجات يمكن التنبؤ بها.
تلعب الاعتبارات البيئية أيضًا دورًا. يقلل محتوى الراتنج الخاضع للرقابة من هدر المواد أثناء التشكيل، بما يتماشى مع ممارسات التصنيع التي تعطي الأولوية للكفاءة والحفاظ على الموارد. كما تعمل المواد الزائدة الأقل على تبسيط عملية المعالجة والتنظيف أثناء الإنتاج.
في العمليات اليومية، يركز مصنعو قوالب التقوية المسبقة على الحفاظ على أداء مستقر للأدوات بدلاً من السعي لتحقيق مكاسب الإنتاج على المدى القصير. يدعم هذا الأسلوب التخطيط الثابت للإنتاج وتواصلًا أكثر وضوحًا بين فرق الهندسة والتصنيع.